
Why Back-Plated?
Some sputtering targets are required to be used with a backing plate to improve the heat transfer from the target to the cathode for a sustainable sputtering deposition and to extend the target life. There are various back-plate bonding types and materials that should be chosen due to the target material, working temperature, and other parameters.
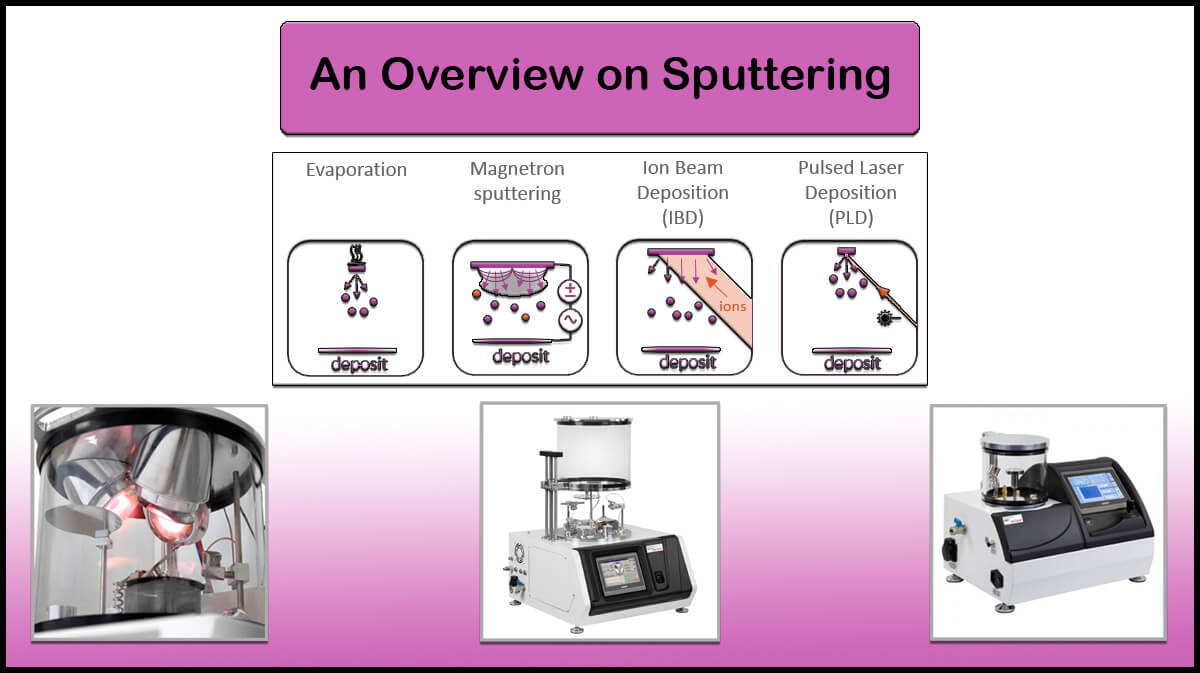
What is A Sputtering Target?
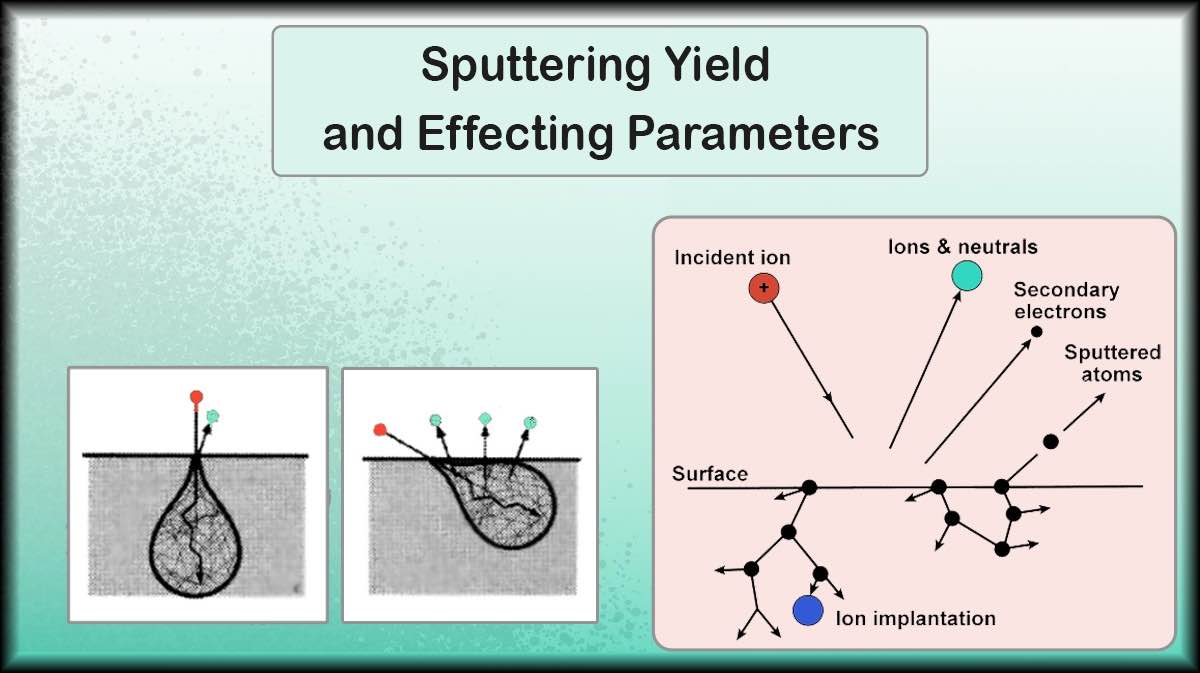
Sputtering deposition is a widely used physical vapor deposition (PVD) technique to produce thin films with desired properties. Generally, in the sputtering method, ions –usually argon ions – are generated through the high-voltage cathode-anode region in a vacuum chamber to form a plasma of high-energy ions. These energetic ions can bombard the solid surface of the material to be deposited – sputtering target – as a cathode, to sputter its atoms and form a thin film of them on a substrate.


What is the Role of A Backing Plate in Sputtering?
The high-energy ion bombardment of the target surface results in excessive heating of the target, especially in low-yield sputtering materials or durable deposition processes, which should be dissipated by several means, such as a water-cooled cathode, otherwise, this phenomenon could result in cracking in the target. Heat can be easily transferred through conductive sputtering targets, while semi/non-conductive ones should use a suitable backing plate to:
- Enhance the target contact and heat transfer to the cathode
- Fix the target in-site in the case of cracking to help continuous deposition
- Decrease the thickness of the target to half so as to intensify the heat transfer to the backing plate and the cathode
Target Backing Plate Material Selection
To choose the proper backing plate, thermal conductivity, mechanical strength, and compatibility between the backing plate and the target material properties like thermal expansion should be considered as the key factors. Therefore, Oxygen-free copper and stainless steel are the most popular backing plate raw materials. Copper backing plates can be reused several times, but are not suitable for high-temperature bondings and in case copper thermal expansion does not match the target, as for the ceramics, where molybdenum backing plate is beneficial. Tungsten and graphite are less common but can also be used as backing plates.

Types of Backing Plate Bondings
The bonding between the target material and the backing plate can be categorized into several types: diffusion bonding, solder bonding, elastomer bonding, electron beam bonding, plasma arc welding, and friction stir welding.
The bond coverage and bond strength are the key factors in a perfect sputtering target bonding. The measurement of bond coverage as the bonded area at the interface of the target material and the backing plate can be done by ultrasound equipment.
Diffusion bonding
Diffusion bonding is performed by an assembly of the surfaces of the target and the backing plate by applying adequate mechanical pressure which can be done under high temperatures. This bonding requires enough roughness and sufficiently clean surfaces to prevent incomplete bonding. Minor bending of the target or the backing plate does not cause any serious bonding problem because of the high pressure applied when bonding. The inter-diffusion between the two materials under high temperature and pressure results in bond coverage of nearly 100% in this method (Figure 1).
, and A Copper Back-Plated Fe2O3 Target (Right)")
Solder bonding
Solder bonding is commonly used to set sputtering targets and backing plates together. Indium bonding is a known example of solder bonding because of its high thermal conductivity and flexibility that allows the target to expand without cracking. Indium bonding can occur if it comes in contact with a non-metallic surface like glass, mica, quartz, ceramics, or some metals.
The main weakness of Indium target bonding is its low melting point, which is 156.6 °C. In solder bonding, the flatness of both target and backing plates is a vital parameter to gain a high bond coverage and bond strength. Also, inadequately prepared surfaces, insufficient pre-coating, incorrect bonding temperature, and handling problems can cause low-quality bondings. Figure 2 shows a bond coverage map with incomplete bonding at the central patch.

Elastomer Bonding
Many brittle and high-melting-point sputtering materials like alumina, silicon, and germanium are elastomer-bonded as sputtering targets, where the elastomer is used on the entire target/backing plate interface. Elastomer-bonded targets can be used up to a working temperature of 250°C, which is higher than what can be tolerated by indium-bonded targets. Elastomer bonding is suitable for temperature-sensitive compounds and low-density or fragile targets.
Elastomer bondings also have the advantage of ultrahigh-vacuum compatibility. Specific target materials that are widely used such as Aluminum Nitride, Barium compounds, Bismuth (Bi), Cobalt Oxide (CoO), Germanium Telluride (GeTe), Indium (In), Lithium compounds, Manganese (Mn), Selenium (Se), Strontium Titanate (SrTiO3), and Tin Oxide (SnO2) require elastomer bonding.


Other Bonding Types
The sputtering targets can also be bonded to a backing plate by electron beam welding and plasma arc welding. Electron beam welding is a fusion welding process inside a vacuum chamber in which a beam of high-velocity electrons is used to join two metallic parts locally at a narrow heat-affected zone.
Plasma arc welding and friction stir welding (FSW) methods can also join two metal surfaces in a relatively narrow region. The arc-generated heat between the electrode and the target is used to join a sputtering target and backing plate. In friction stir welding, a pin-type tool is used to bond the target and the backing plate by creating intense friction heat by forcing the pin into and running it through a joint line between the two surfaces.
Bonding Failures and Limitations
Debonding
Debonding of a target and separation of the target and backing plate in the form of voids hinder heat transfer from the target to the backing plate. This results in an excessive rise in the temperature at the sputtering surface. This causes large grain growth on the target material, as depicted in Figure 3.


Effective Contact with the Cathode
However, even the best bonded/non-bonded targets may not be in full contact with the cathode surface (From a microscopic view), negatively affecting the heat transfer to the cathode and target lifetime, noting that convection heat transfer is eliminated under the vacuum condition. To facilitate the heat transfer, one can use a tiny bit of vacuum grease to cover the small microscopic space between the cathode and the target. This is similar to the application of silicon heat paste on the back of the transistors before installation on the aluminum heat sinks. Furthermore, silicon-based vacuum grease has a low vapor pressure which does not pose any problem when vacuuming the coating chamber.
Low Sputtering Power Limit
Another drawback of using a back-plated target is that the target bonding will limit the amount of power that can be applied, depending on the target material and bonding. Excessive operation power will cause the bonding to melt and weaken the connection between the target and the backing plate, resulting in forming cracks and interrupting the deposition process.
Moreover, increasing/decreasing the power (Power ramping up/down) must be carried out gradually to prevent thermal shock to the target and the bonding (Figure 6).
 and the Melted Tin Foil (Right) as A Result of Exceeded Sputtering Current")


Vac Coat Sputter and SEM Coaters
Vac Coat sputter coaters with magnetron cathodes can be used to sputter back-plated targets to form thin films on the substrate, with a total (Target+back-plate) thickness of less than 6 mm. Vac Coat SEM coaters and small sputter coaters, like DSR1 and DST1, can be supplied with water-cooled cathodes to enhance heat transfer and target lifetime.
Vac Coat larger vacuum coating systems such as DST1-300 can be offered with an RF power supply that can be used to create thin films of ceramics and semi-conductive targets with proper backing plates. Vac Coat multi-cathode sputter coaters, DST3 and DST2-TG, are designed for research purposes and possess water-cooled magnetron cathodes, suitable for DC or RF sputtering, to perform sustainable deposition processes.

Ion Beam Sputtering Deposition (IBS) is a favorable method to form high purity, uniform, and dense thin films resulting from energetic ion sputtering of target.
Rotary vacuum pumps are positive displacement pumps that are widely used in different industries, pharmaceutical processes, vacuum coating systems, etc., to provide a mid-range vacuum environment.
One of the most commonly used pumps for high vacuum pressure is the turbomolecular pump. These are easy to use and require less care and maintenance.
Vac Coat offers high-vacuum DTE and DTT desk thermal evaporators optimized for the deposition of different materials’ thin films by thermal evaporation methods.
Vac Coat Ltd. offers different SEM coaters based on PVD techniques like sputtering, thermal evaporation, & carbon coating working at low/high vacuum conditions.
Vac Coat Ltd. produces and designs different types of sputter coaters systems. Sputtering is a method to deposit thin films of various materials on a substrate.






Some of Vac Coat Products








References
- Sarkar, J. (2014). Chapter 3-Performance of Sputtering Targets and Productivity. Sputtering Materials for VLSI and Thin Film Devices, 2nd ed.; Elsevier, Pp. 171-195.
- Sarkar, J. (2014). Chapter 4-Sputtering Target Manufacturing. Sputtering Materials for VLSI and Thin Film Devices, 2nd ed.; Elsevier, Pp 197-289.
- Sarkar, J. (2014). Chapter 8-Troubleshooting in Sputter Deposition. Sputtering Materials for VLSI and Thin Film Devices, 2nd ed.; Elsevier, Pp. 567-592.
- Straessle, R., Pétremand, Y., Briand, D., & de Rooij, N. F. (2011). Evaluation of thin film indium bonding at wafer level. Procedia Engineering, 25, 1493-1496.
- https://www.lesker.com/newweb/deposition_materials/
- https://www.lesker.com/newweb/deposition_materials/indium
- https://www.lesker.com/blog/why-is-my-sputtering-target-breaking
- https://www.aemdeposition.com/blog/how-to-choose-backing-plates.html
- https://www.aemdeposition.com/blog/common-sputtering-back-plate-materials-and-instructions-for-reuse.html